






 About us
About us
Nagarjuna Steel Group
NS Epoxy & Fabrication Solutions Pvt. Ltd., a part of Nagarjuna Steel Group, was founded in 1992 by Shri P. Mahender Reddy. Committed to quality, transparency, and timely service, the group has been a trusted name in steel manufacturing, delivering excellence and customer satisfaction for over 30 years.

What are TMT Bars?
TMT bars stand for Thermo-Mechanically Treated bars. These bars are made by passing the bars from the mill through a water-cooling system thereby forming a severely quenched outer surface transformed to martensite and the inner core remains hot and austenitic.
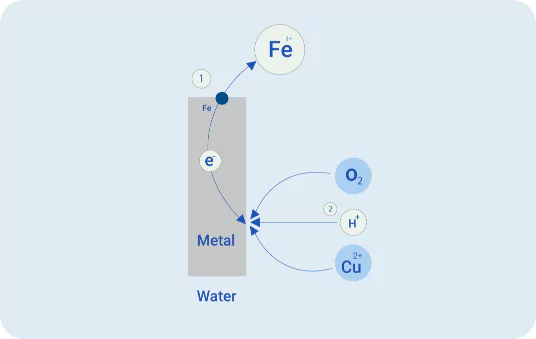
What causes Corrosion?
- • TMT bars have Two layers – Martensite outer layer and Austentic inner core.
- • Corrosion occurs when iron reacts with damp air/water and turns into mechanically weak oxides.
- • India is a tropical country with a very long coastline that needs sustainable infrastructure.

What is Epoxy TMT?
Epoxy Bar is the Ideal Solution Epoxy-coated bars have a coating thickness of 200-300 microns and they do not suffer from corrosion when exposed to moist air.
Even with artificially damaged coatings, the corrosion damage suffered by epoxy bars was far less compared to others under natural and accelerated conditions. Further, the rate of corrosion damage was far less compared to uncoated and galvanized bars.
Primary Products
Fusion Bonded epoxy coated rebar 200 GSM - FE500D/FE550D - 8MM - 40MM
Advantages of Epoxy-Coating on Steel
Bars
The Epoxy coating extends the life of TMT bars (and structures), thus reducing life cycle costs. Epoxy coating adds very little to the overall cost of construction. It also contributes to reduced maintenance costs. With the proper tools, epoxy-coated bars can be bent as desired with no damage to the protective layer. This is better than paint, which is not nearly as durable.
They have better weldability and flexibility. The inherent mechanical qualities of the metal are unaffected, and neither the inner nor outer surfaces are ruptured during construction. Offers excellent life-long bonding with concrete.
Process
Surface contaminants such as grease and oil are removed by solvent cleaning. This is followed by shot blasting, which removes rust and scales, leaving a clean, rough finish
Bars are pre-heated to stand-alone FBE of 225°C to 245°C. They are then passed through a coating booth in which electrically charged epoxy powder is applied using electrostatic spray guns. As soon as the epoxy particles settle on the hot bar, they melt and flow into the anchor profile. Also, the hot powder particles form cross-linked polymer chains which give the coating its properties. The coated bars, after curing at high temperatures, are then gradually cooled down.
Surface contaminants such as grease and oil are removed by solvent cleaning. This is followed by shot blasting, which removes rust and scales, leaving a clean, rough finish
Bars are pre-heated to stand-alone FBE of 225°C to 245°C. They are then passed through a coating booth in which electrically charged epoxy powder is applied using electrostatic spray guns. As soon as the epoxy particles settle on the hot bar, they melt and flow into the anchor profile. Also, the hot powder particles form cross-linked polymer chains which give the coating its properties. The coated bars, after curing at high temperatures, are then gradually cooled down.
Surface contaminants such as grease and oil are removed by solvent cleaning. This is followed by shot blasting, which removes rust and scales, leaving a clean, rough finish
Bars are pre-heated to stand-alone FBE of 225°C to 245°C. They are then passed through a coating booth in which electrically charged epoxy powder is applied using electrostatic spray guns. As soon as the epoxy particles settle on the hot bar, they melt and flow into the anchor profile. Also, the hot powder particles form cross-linked polymer chains which give the coating its properties. The coated bars, after curing at high temperatures, are then gradually cooled down.
Surface contaminants such as grease and oil are removed by solvent cleaning. This is followed by shot blasting, which removes rust and scales, leaving a clean, rough finish
Bars are pre-heated to stand-alone FBE of 225°C to 245°C. They are then passed through a coating booth in which electrically charged epoxy powder is applied using electrostatic spray guns. As soon as the epoxy particles settle on the hot bar, they melt and flow into the anchor profile. Also, the hot powder particles form cross-linked polymer chains which give the coating its properties. The coated bars, after curing at high temperatures, are then gradually cooled down.
Features of
Corrosion Resistance
No Reaction to airborne moisture or chlroides
Increases Life Cycle
FBEC TMT 200 GSM Boosts structure life by 50-75 years
Cost Effective
Product life cycle is much higher than regular TMT
Better than competition
Excellent in both acidic and alkaline environments
Perfect Barrier
FBEC TMT 200 GSM Performs excellently in submerged conditions
Easy to use
FBEC TMT 200 GSM Has excellent flexibility and
weldability
FBEC TMT 200 GSM VS CRS TMT
| S.No. | Feature | CRS TMT | FBEC TMT 200 GSM | Remarks |
|---|---|---|---|---|
| 01 | Barrier to elements | ✖ | ✔ | Corrosion starts sooner in CRS compared to FBEC 200GSM due to the lack of physical barrier on the bar to prevent reactivity with airborne and waterborne elements such as moisture, chlorides, sulphates, etc. |
| 02 | Universal resistance | ✖ | ✔ | FBEC 200GSM performs excellently in both acidic and alkaline environments whereas CRS TMT performance is limited to alkaline only. |
| 03 | Submerged performance | ✖ | ✔ | FBEC 200GSM outperforms CRS TMT due to the lack of physical protection on the TMT. CRS TMT suffers damage due to pitting and crevice corrosion in chloride environments. |
| 04 | Ease of use and repair | ✖ | ✔ | FBEC 200GSM has better durability and flexibility than CRS TMT. FBEC 200GSM can be repaired using patch-up compound whereas CRS TMT damages cannot be repaired. |
Features of NS Epoxy FBEC

Capacity
• Our PLC integrated fusion bonded epoxy plant can produce up to 4500MT per month.

TMT Stock
• We are an integrated steel group of companies.
• We maintain close to 3000MT of TMT
stock.

Logistics
• We have a fleet of 40 trucks which can supply FBEC TMT 200 GSM to any part of the country.

Lab Facilities
• We operate an inhouse NABL certified lab.
• Our client does not need to go 3rd
party for certification.

Value for Money
• We can offer the most competitive TMT rates.
• Our promise of 200 GSM will ensure
clients get the best performance.
Features of NS Epoxy FBEC
TMT bars are exposed to sun and other elements during transport and storage.
Epoxy FBEC 200 MICRONS and packaging will ensure Fusion Bonded Epoxy Coated TMT bars retain their power of resistance to corrosion.














NS Eposy 200 GSM VS
Competition
200 GSM
It offers a superior bond between the blasted surface and protective epoxy coating.
It allows us to run line speed at high velocity which increases production.
200 GSM
Performance of epoxy coated TMT bar is directly linked to thickness.
Coating of less than FBEC 200 GSM decreases performance of TMT bar in corrosive environments.
200 GSM
We have implemented both Indian Standard 13620:1993 and AMERICAN STANDARD A775/A775M of testing in our labs.
We issue a comprehensive test report with every vehicle
Testing, Packaging & Dispatch
Epoxy-coated TMT bars, when tested with regular TMT bars as controls, consistently resisted corrosion and rusting. They were unaffected by acid, alkaline, and saline reagents, while the controls, in due course, succumbed to chemical damage.






Approvals







Prestigious Projects








-
209, Gowra Fountainhead, Patrika Nagar
Madhapur, Hyderabad - 500081 - Phone: +91 9100073039 Phone: +91 8121004773
- nsepoxy@gmail.com Website: www.nagarjunagroup.com
- Sitemap
 Contact us
Contact us
NS Epoxy stands as the frontrunner in TMT manufacturing, committed to constant innovation and research. Our focus is to ensure our product technology remains cutting-edge, precisely tailored to meet client's requirements.